
| 產(chǎn)品簡(jiǎn)介:利用連續(xù)移動(dòng)的鉬絲(稱為電極絲)作電極,對(duì)工件進(jìn)行脈沖火花放電蝕除金屬、切割成型。中走絲是快走絲的升級(jí)產(chǎn)品,可以理解為:能多次切割的快走絲,但它的加工切割速度并不比快走絲慢,反而要高于快走絲,只有在多次切割的過程中才降低切割速度已達(dá)到切割的效果,此時(shí)計(jì)算的是平均效率,并不是高效率,而加工的質(zhì)量也趨于慢走絲。走絲速度由系統(tǒng)自動(dòng)控制,可以根據(jù)需要進(jìn)行調(diào)節(jié)。 |
|---|





加工原理
中走絲主要用于加工各種形狀復(fù)雜和精密細(xì)小的工件, 例如模具的凸模、凹模。它是在電火花穿孔、成形加工的基礎(chǔ)上發(fā)展起來的。它不僅使電火花加工的應(yīng)用得到了發(fā)展,而且某些方面已取代了電火花穿孔、成形加工。線切割機(jī)床已占電火花機(jī)床的大半。
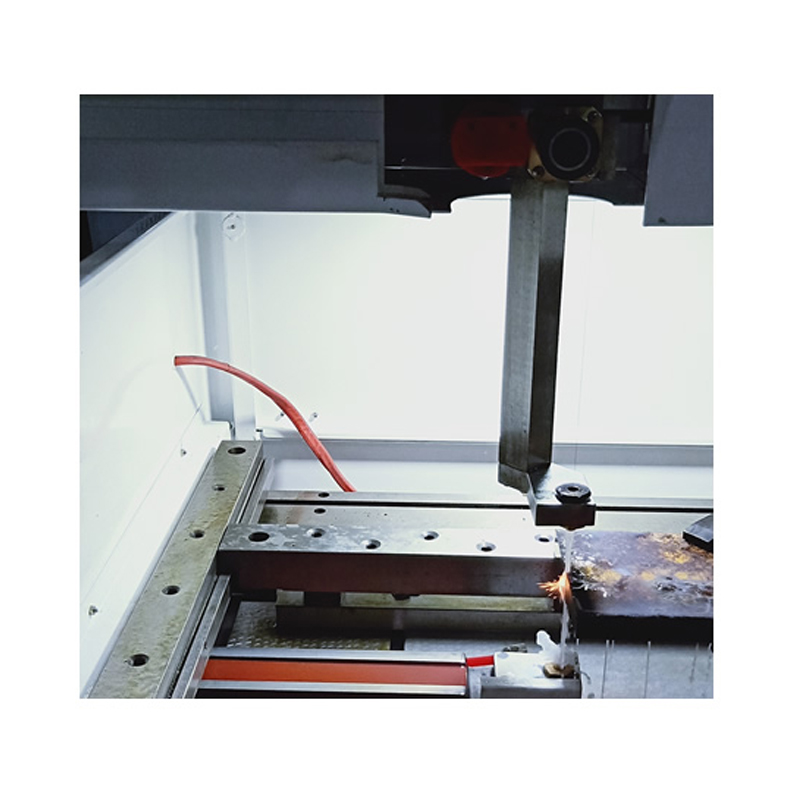
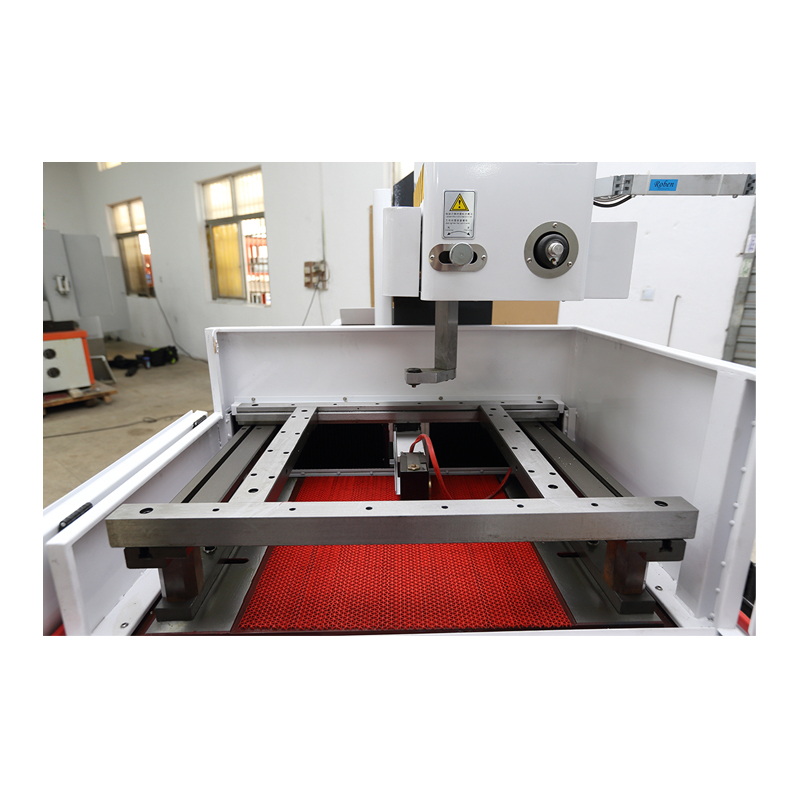
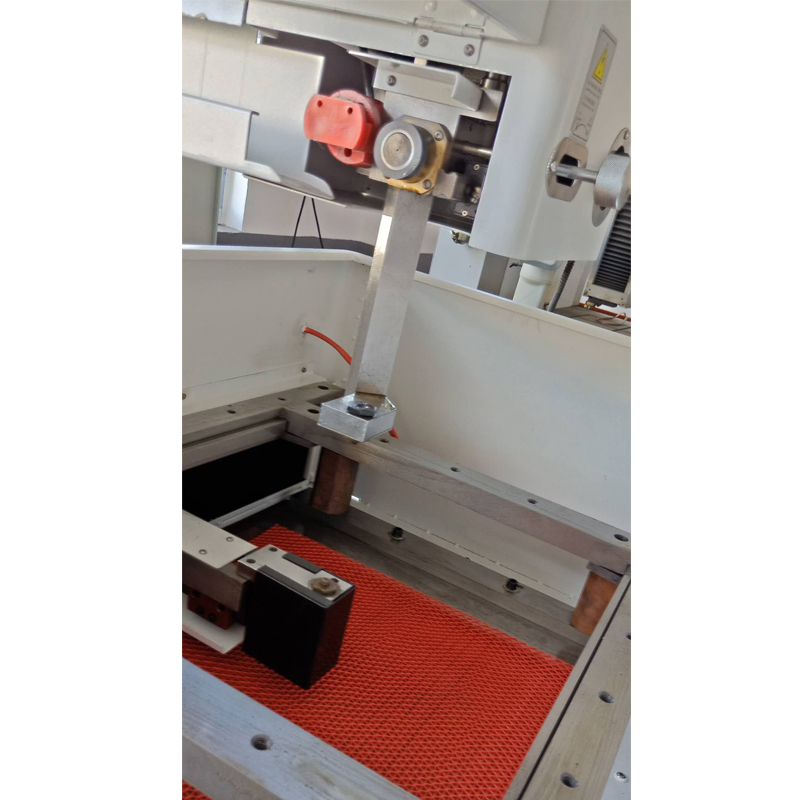
中走絲線切其工作原理: 繞在運(yùn)絲筒上的電極絲沿運(yùn)絲筒的回轉(zhuǎn)方向以一定的速度移動(dòng),裝在機(jī)床工作臺(tái)上的工件由工作臺(tái)按預(yù)定控制軌跡相對(duì)與電極絲做成型運(yùn)動(dòng)。脈沖電源的一極接工件,另一極接電極絲。在工件與電極絲之間總是保持一定的放電間隙且噴灑工作液,電極之間的火花放電蝕出一定的縫隙,連續(xù)不斷的脈沖放電就切出了所需形狀和尺寸的工件。中走絲技術(shù)在這里指出,“中走絲”電火花線切割機(jī)比快走絲電火花線切割雖加工質(zhì)量有明顯提高,但它仍然屬于高速走絲電火花線切割機(jī)的范疇,切割精度和光潔度仍與低速走絲機(jī)存在一些差距,且精度和光潔度的保持性也需要進(jìn)一步提高。“中走絲機(jī)”具有結(jié)構(gòu)簡(jiǎn)單、造價(jià)低以及使用消耗少等特點(diǎn),因此也有其生存的空間,執(zhí)行的標(biāo)準(zhǔn)仍然是高速走絲機(jī)的相關(guān)標(biāo)準(zhǔn)。
加工特點(diǎn)
1. 可實(shí)現(xiàn)多次切割
多次切割對(duì)機(jī)床的機(jī)械精度、重復(fù)定位精度、運(yùn)絲系統(tǒng)的穩(wěn)定性、脈沖電源的性能、工作液的電導(dǎo)率以及多次切割的工藝數(shù)據(jù)庫等的要求遠(yuǎn)遠(yuǎn)高于普通機(jī)床的要求。
2. 脈沖電源有所突破
為實(shí)現(xiàn)多次切割而又保證加工效率,必須提高在粗加工時(shí)的切割速度,這需要脈沖電源的密切配合。為此,根據(jù)電力電子技術(shù)的發(fā)展,將脈沖電源進(jìn)行了改進(jìn),并取消了限流電阻,這樣一來,既提高了脈沖電源性能,又節(jié)約了能源。
3. 中走絲線切割多采用工業(yè)PC機(jī)構(gòu)成一體化的編程控制系統(tǒng),結(jié)合工藝數(shù)據(jù)庫,系統(tǒng)能提供最佳加工條件,以達(dá)到高速加工、保證質(zhì)量、簡(jiǎn)化操作的目的。
4. 機(jī)床電路為滿足各次切割的不同要求,電極絲運(yùn)絲速度要求可進(jìn)行調(diào)節(jié),采用交流變頻調(diào)速是常用的方式。
5. 機(jī)床機(jī)械精度的提高及其他為保證多次切割的效果,機(jī)床必須有較高的重復(fù)定位精度,這對(duì)床身、導(dǎo)軌等都有一定的要求。
采取的措施包括:設(shè)計(jì)合適的結(jié)構(gòu)、選用合適的材料、使用直線導(dǎo)軌,以及進(jìn)給系統(tǒng)采用無間隙齒輪副或電機(jī)直拖消間隙等,以此來保持機(jī)床的精度和耐用性。
技術(shù)參數(shù)
設(shè)備型號(hào) | 單位 | LK-800 | |
機(jī)身 | 主機(jī)尺寸(長(zhǎng)×寬×高) | mm | 2410*2060*2250 |
設(shè)備總重量 | kg | 2800 | |
工作臺(tái) | 工作臺(tái)尺寸(寬×長(zhǎng)) | mm | 1180*750 |
行程 | X軸行程 | mm | 630 |
Y軸行程 | mm | 800 | |
Z軸行程 | mm | 300 | |
數(shù)控電源 | 脈沖寬度 | us | 1-250 |
運(yùn)絲速度 | 檔 | 0-3 | |
切割次數(shù) | 次 | 1-7 | |
最小機(jī)械驅(qū)動(dòng)當(dāng)量 | um | 1 | |
脈沖分辨率 | um | 0.4 | |
加工能力 | 主軸行程(電動(dòng)可調(diào)) | mm | 250 |
最大切削斜度/工件厚度 | 6°~30°/80mm | ||
工作臺(tái)最大承重 | kg | 1200 | |
加工精度 | 定位精度X/Y | mm | ≤0.01 |
重復(fù)定位精度X/Y | mm | ≤0.005 | |
多刀切割精度 | mm | ≤0.005( 40mm,割一修二,材料SKD11或Cr12,HRC58) | |
最佳表面粗糙度 | um | Ra≤1.0( 材料SKD11或Cr12,HRC58 ) | |
加工效率 | 最大切割效率 | mm2∕min | ≥220 |
常用切割效率 | mm2∕min | ≥140 | |
最大加工電流 | A | ≥6-8 | |
加工電源空載電壓 | V | 100 | |
消耗功率 | KW | ≤2.3 | |
走絲系統(tǒng) | 電極絲直徑 | mm | ∮0.12-∮0.2 |
絲筒走絲速度 | 變頻調(diào)速 | ||
緊絲方式 | 雙向自動(dòng)緊絲 | ||
走絲速度 | m/s | 3-12 | |
工作液槽 | 過濾精度 | um | <10 |
過濾方式 | 慢走絲過濾方式 | ||
工作液 | 專用切割液 | ||
環(huán)境和電力 | 電力 | 380V±10% / 50/60Hz / 2kVA | |
溫度 | 溫度15-30℃ / 濕度40-80% | ||
氣壓 | kpa | 86-106kpa |